You Don’t Know What You Don’t Know – A Case Study for a Deeper Understanding of Varnish Formation at a Refinery

CONTEXT & OBJECTIVES
Operator: A large European refinery
operating a turbine and two critical process
gas compressors.
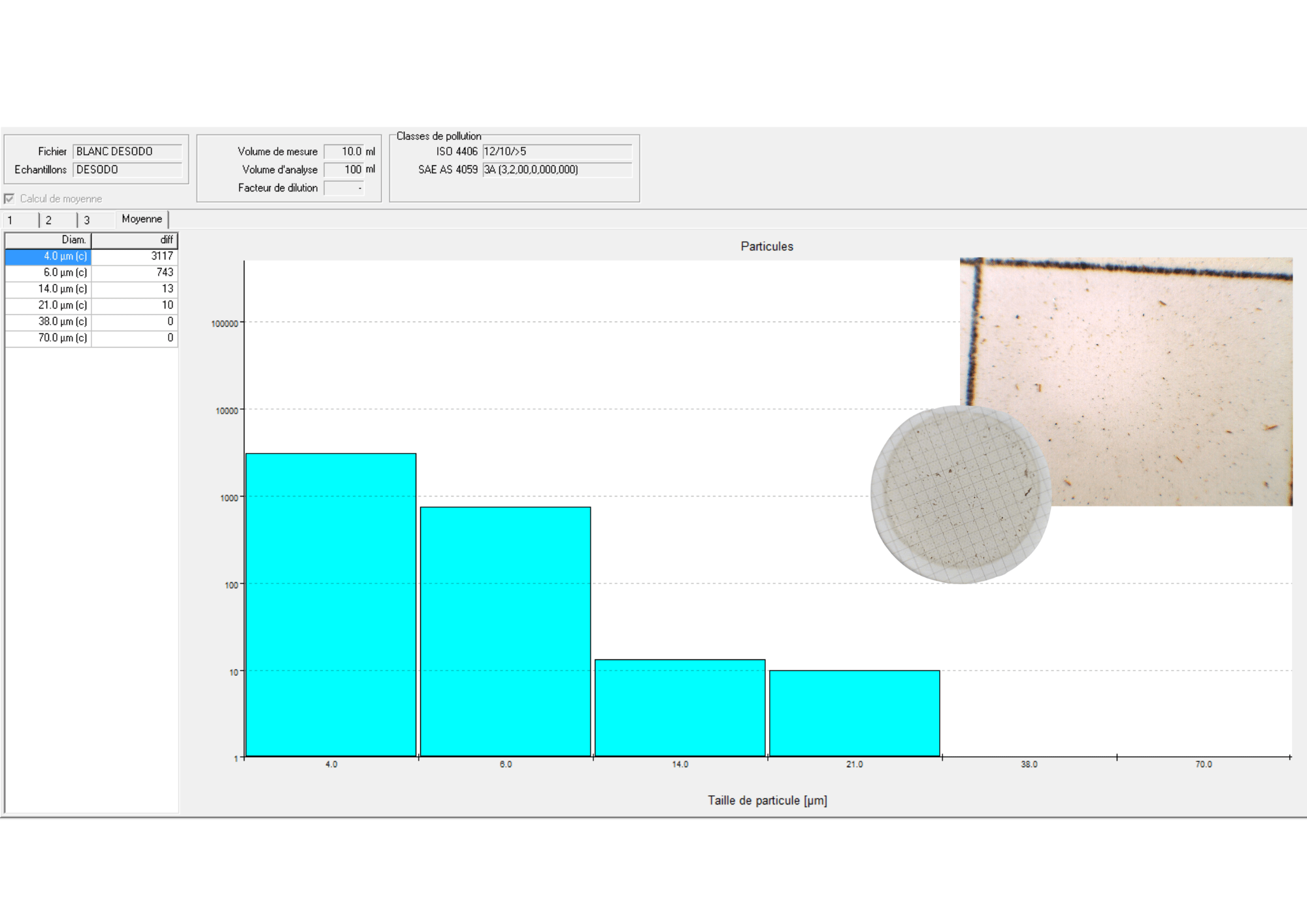
Issue: ISO code drift from 17/16/15 to
20/19/18, initially misinterpreted as
particulate contamination.
Standard diagnosis:
- MPC value considered acceptable
- No abnormal wear detected
- Full system flushing is recommended
Objectives: Identify the true root cause,
characterize degradation by-products, and
avoid unnecessary system flushing
FINDINGS
- MPC results were not correlated with observed deposits
- APH membrane analysis revealed resinous and polar degradation products
- Contaminants identified as oxidation byproducts, not soot
- EPR analysis detected aminyl radicals
- Copper present in trace amounts (below ICP detection limits)

“What appeared to be contamination was actually chemical degradation that was undetectable by standard analytical methods. We identified the actual mechanism and scaled the solution accordingly.” Mr. LEFUR, CEO, Antara Groupe
THE PROBLEM
A 270,000-barrel-per-day refinery began experiencing lubrication issues. During routine maintenance on a turbine and two compressors, the maintenance team identified ISO 4406 cleanliness levels that had deviated from the original target of NAS 6 (ISO 17/16/15) to ISO 21/19/18. These results were confirmed by the refinery’s in-house laboratory.
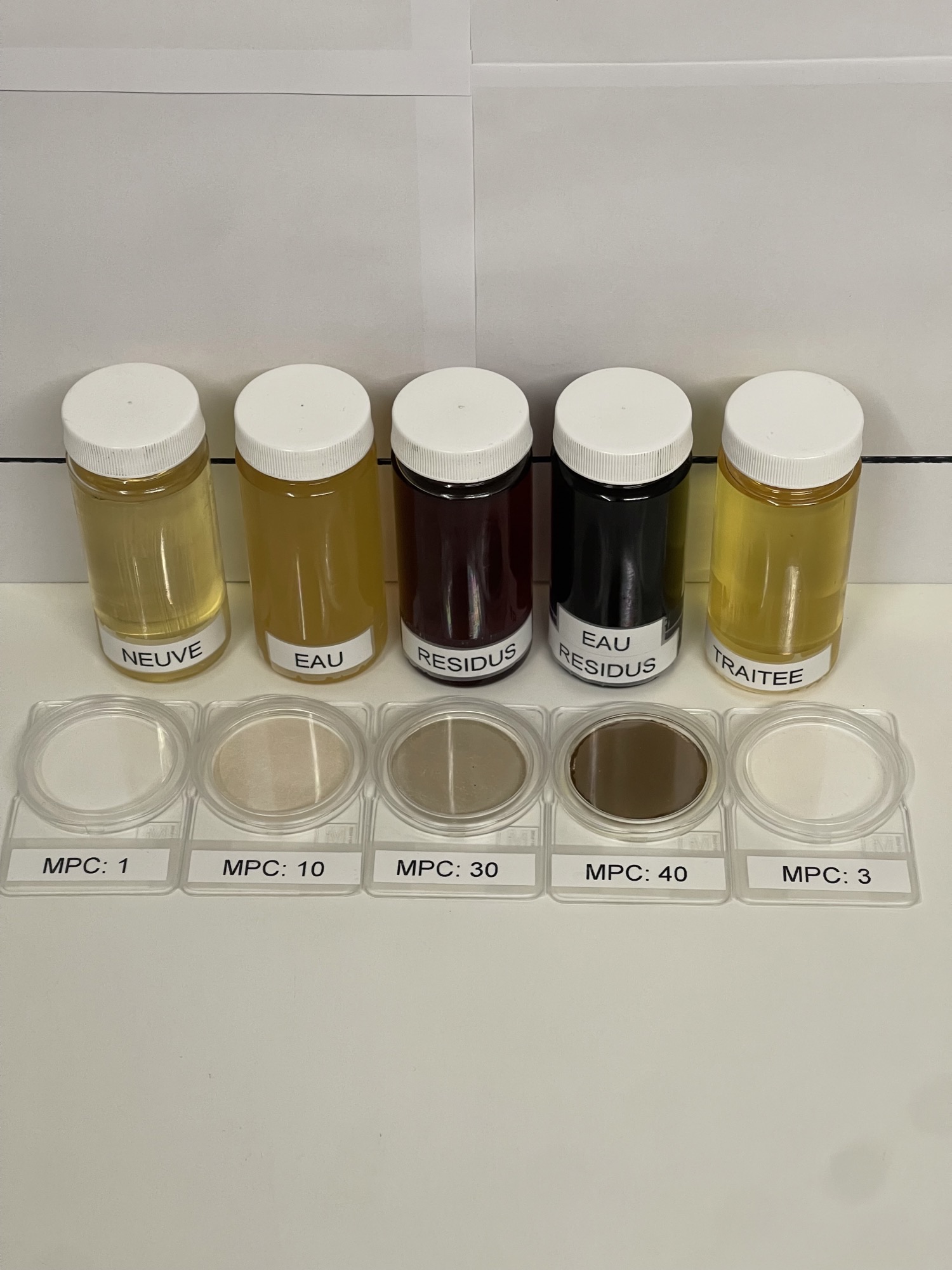
In addition, some operating units had brown to black deposits on heater surfaces, certain mechanical components, and filter elements.

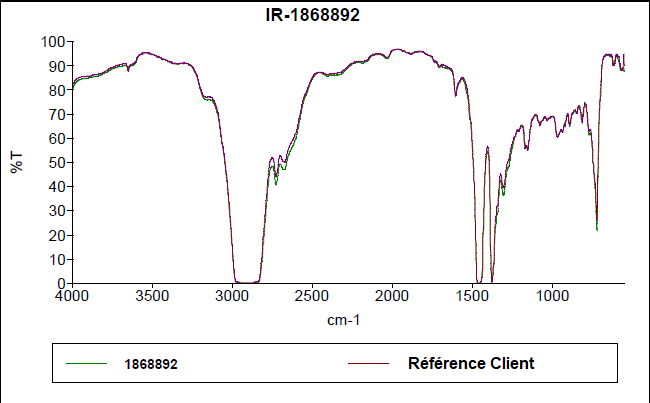
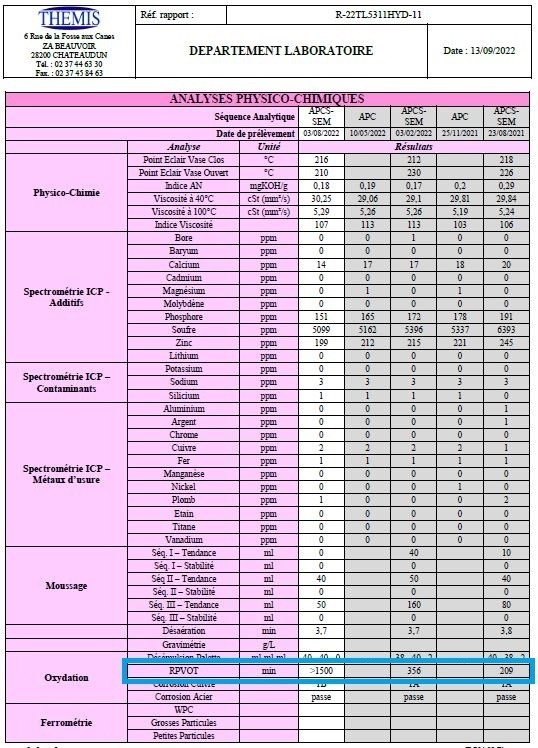
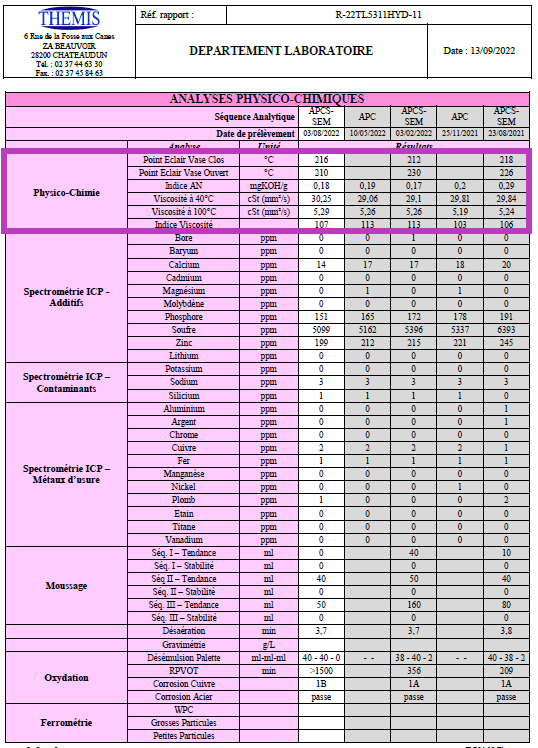
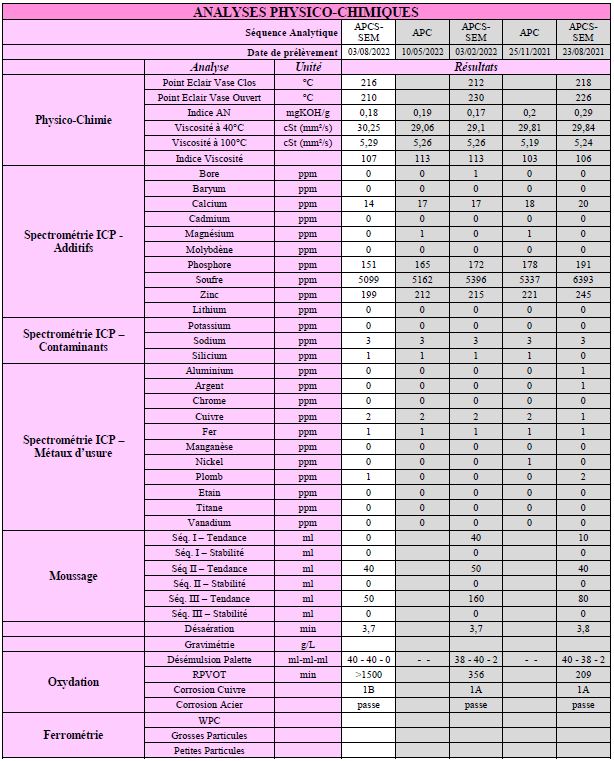
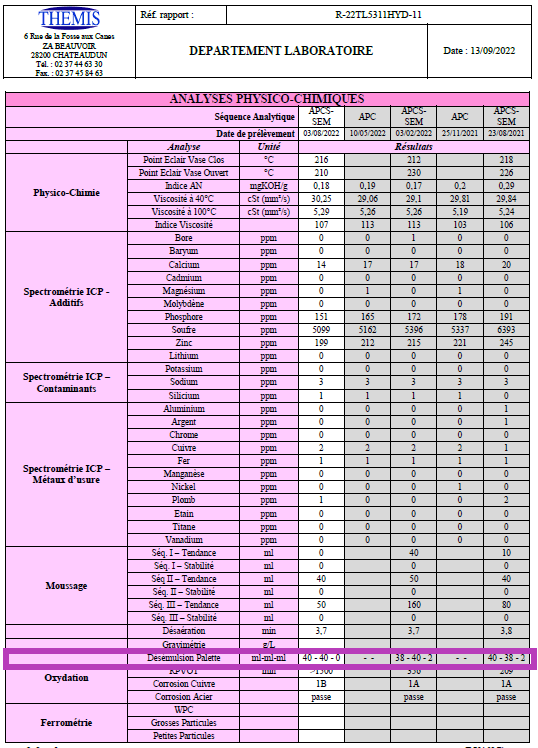
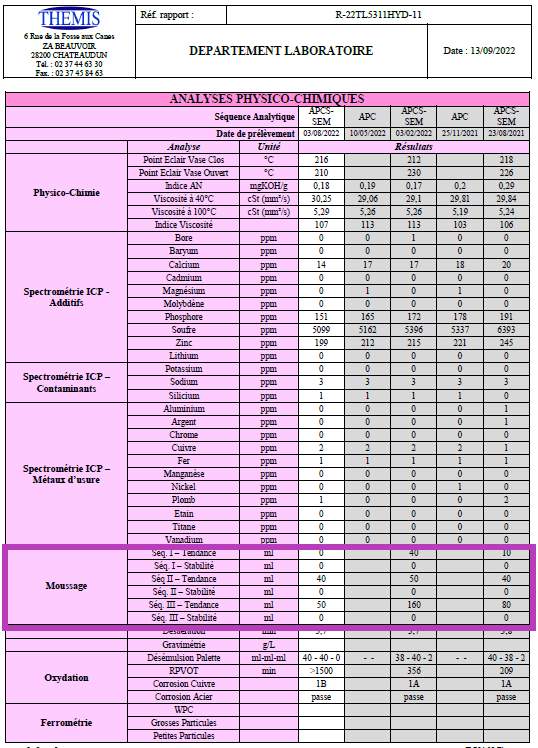
Despite an MPC value of 10 and a visible beige film on the membrane surface, gravimetric membrane analysis revealed light yellow to orange discoloration, with a total insoluble content of less than 10 mg/L. RPVOT (Rotating Pressure Vessel Oxidation Test) results remained strong, exceeding 1,000 minutes after one year of service, indicating good oxidation stability. Ferrography analysis also showed no evidence of abnormal wear. ICPanalysis also showed no metals indicative of abnormal wear and no contamination.
Based on these combined observations, both the laboratory and the field maintenance team considered micro-dieseling to be a potential degradation mechanism.
The laboratory initially recommended removing the solid particles through a dynamic flushing process, replacing the filter elements, and performing a precautionary oil change. However, it was quickly recognized that dynamic flushing would only address the symptoms rather than identify the root cause of the problem. The same limitation applies to filter element replacement and oil replacement, which do not confirm the origin or nature of the contamination.
Consequently, Antara Groupe recommended additional analyses to better understand the nature and types of contaminants identified by the automatic particle counter and other analyses.
APH REVEALS THE FIRST CLUES
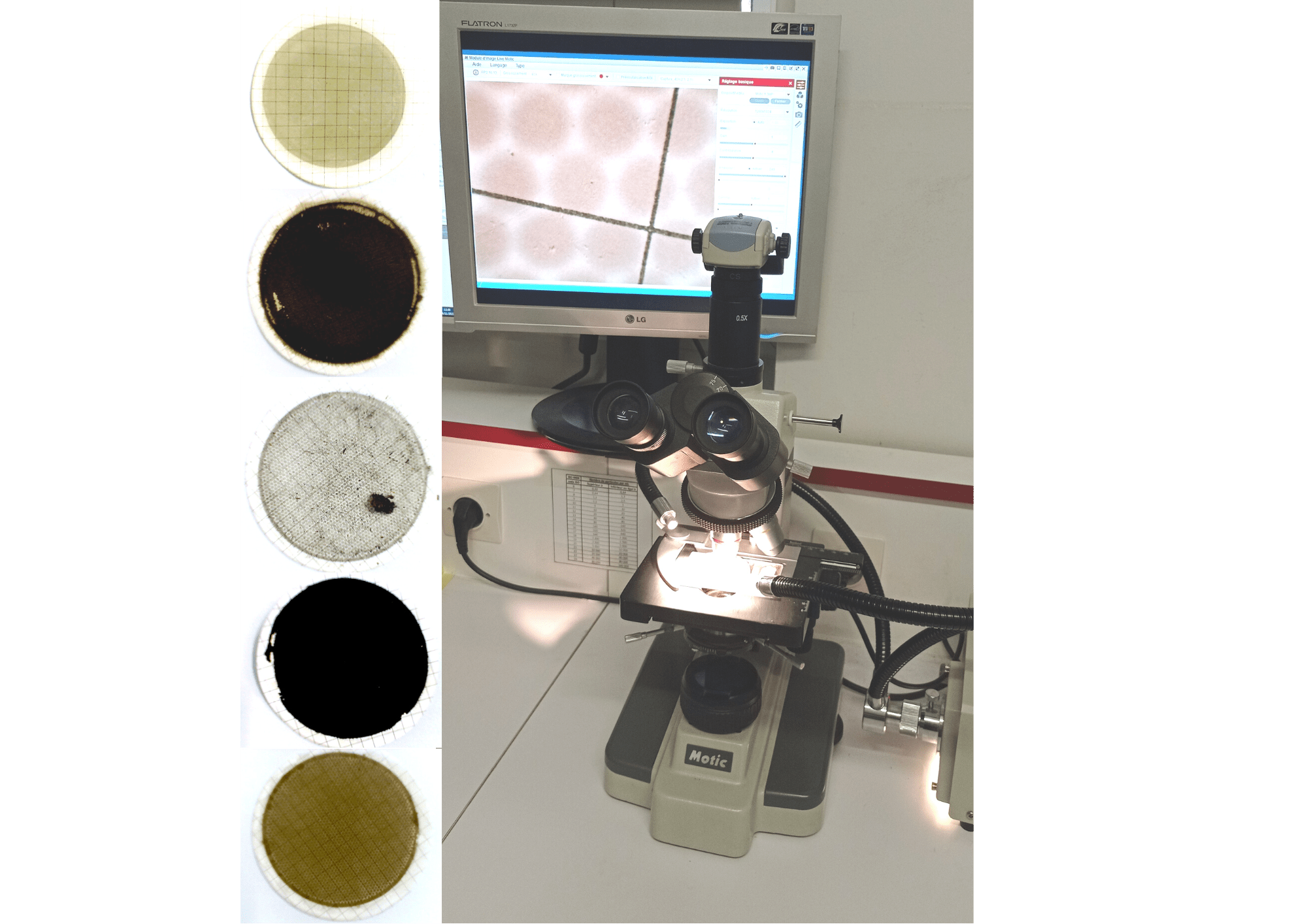
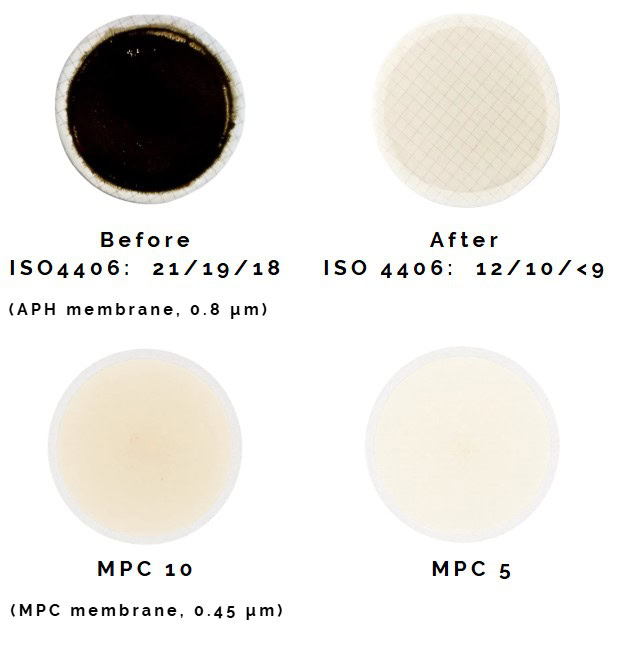
Antara Groupe recommended conducting an Analysis for Hydraulic Pollution (APH) using filter membrane patch tests in accordance with ISO 4407 and ASTM D7684. The APH filter membranes do not have the same characteristics as MPC membranes.
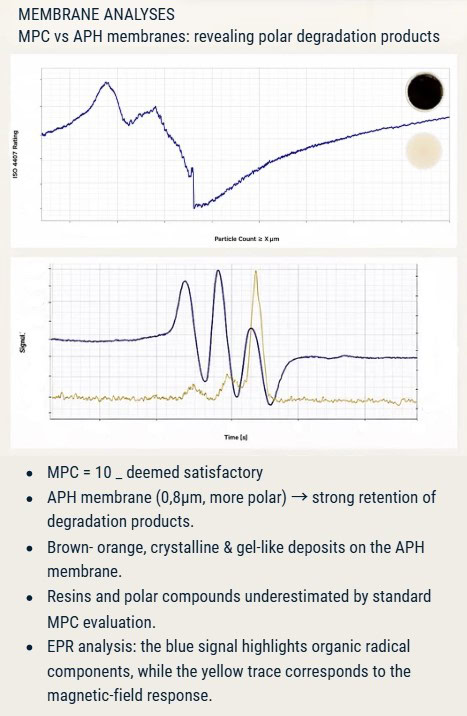
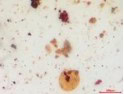
In this case, the MPC showed a positive value of 10, but this result was not correlated with the observed deposit problem. The APH analyses revealed that the contaminants were predominantly brown with some orange discoloration, along with the presence of a crystalline structure associated with hard resin deposits inside the compressors.

Only a very small amount of black, soot-like material was observed. The overall appearance and structure of the deposits were more consistent with polymeric residues resulting from aged oxidation products than with soot. This observation indicates that micro-dieseling is unlikely to be the root cause of the problem. The contaminant mainly consists of a hard, resinous material that exhibits gel-like behavior, while the smaller crystalline structures behave as rigid resin particles.
APH REVEALS THE FIRST CLUES
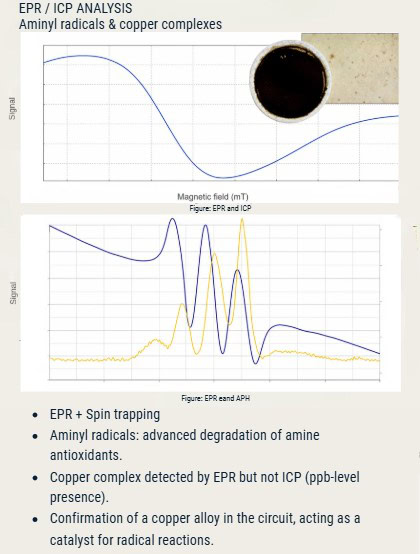
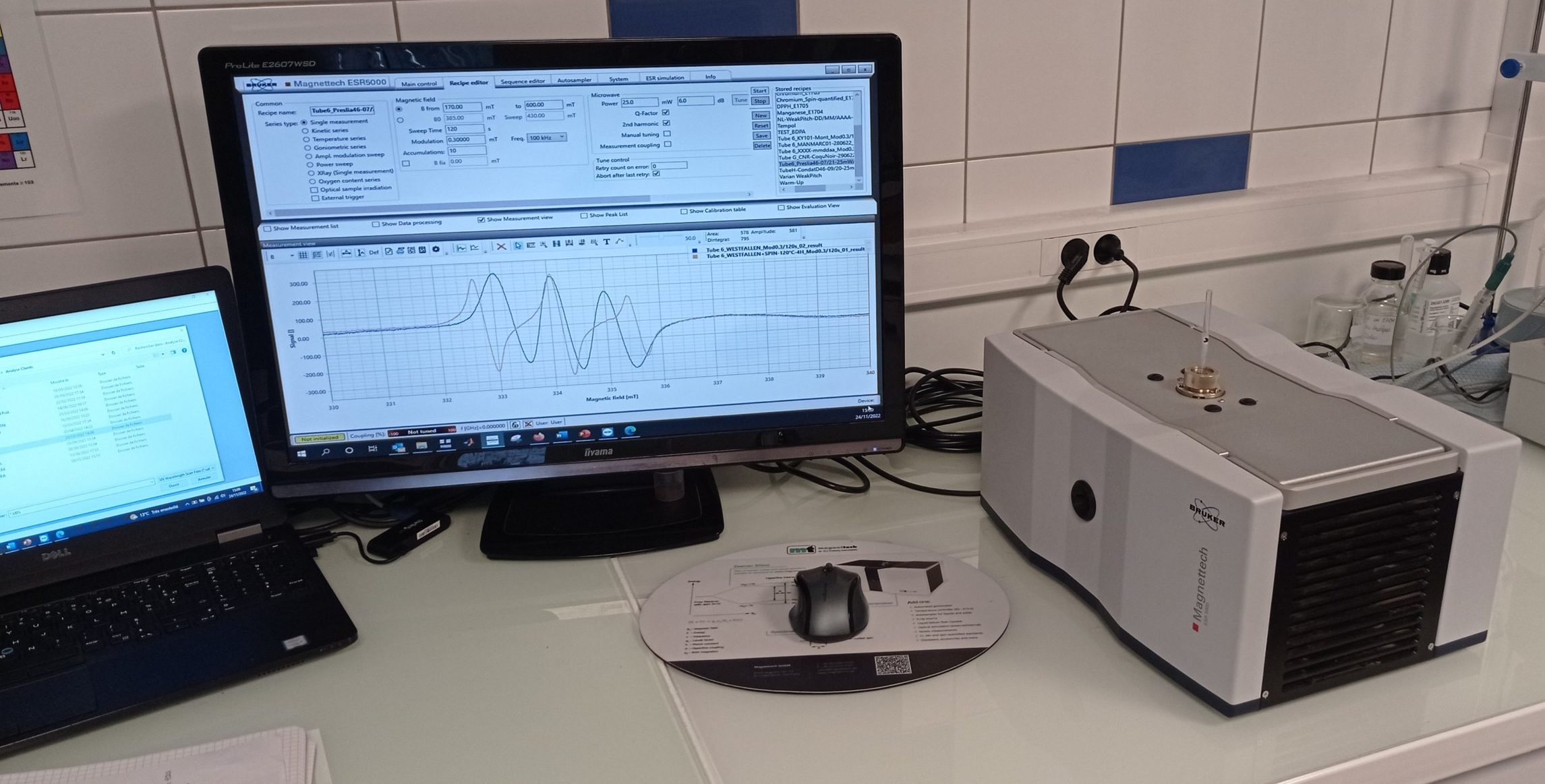
Antara Groupe conducted two Electron Paramagnetic Resonance (EPR) analyses that demonstrated the presence of a specific complex involving copper species.
The black component did not exhibit the characteristic signal of carbon soot typically associated with micro-dieseling, which forms a distinct carbon-based complex; no such signal was observed in this case.
The previous Inductively Coupled Plasma (ICP) analysis did not detect any measurable copper content. This suggests the presence of copper ions in trace quantities, below the detection limit of ICP analysis—expressed in parts per million (ppm)—and more likely within the parts per billion (ppb) range.
Furthermore, aminyl radicals were detected, which is indicative of the degradation of amine-based antioxidants
APH REVEALS THE FIRST CLUES
- Antara Groupe concluded that the problem was not caused by solid particulate contamination, but rather by the chemical degradation of the lubricant. This degradation was accelerated by the presence of trace amounts of copper species originating from a copper-alloy component.
- Following further discussions with the client, it was confirmed that the copper-containing component was undergoing normal wear and degradation over time. It is important to note that, under standard conditions, such degradation can be significantly slowed down when reactions with free radicals and surface deposits are minimized.
- The observed ISO cleanliness drift was therefore not caused by solid particles, but by an active chemical degradation mechanism involving resins, polar compounds, and free radicals, catalyzed by trace amounts of copper. This phenomenon could not be detected using standard analytical techniques alone (such as MPC or ICP) and required advanced diagnostic methods, notably EPR, to identify the true source of the contamination.
- The root cause of the degradation was attributed to localized high rotational speeds within a specific compartment, leading to increased friction between the oil and the metal surface. This mechanically induced stress generated specific degradation radicals and copper ions, which subsequently reacted with amine-based antioxidant additives, resulting in the formation of deposits throughout the system.

RESULTS
After 1 week:
ð Removal of resins and gel from the lubricant
ð After connecting the treatment system, the ISO cleanliness level increased to 21/19/18, then decreased to 16/12/11 after one week of operation.

After 2 months:
ð Long-term stabilization of the antioxidant and lubricant chemistry through the implementation of the TRO DUAL system with CLEARTECH, PURELIFE, and the Antara regenerator cleaner.
ð ISO 4406 : 12/10/<9

After 4 Months:
ð No further detection of copper or specific types of free radicals.
ð No flushing was required, and improved ISO cleanliness levels were achieved.
ð Extended the oil service life to four years from one year, with cleaner servo valves and heat exchangers, and reduced oil consumption.
ð A 20% improvement in actuator response and positioning accuracy.
ð No unplanned downtime of critical turbines and compressors since the implementation of the TRO DUAL system.

BENEFITS
Cost savings:
ð €350,000 saved in the first year. Estimated savings over three years: 500,000 €
ð Actual savings after 3 years (as of December 31, 2025): 536,000 €
Resulting from:
ð The elimination of oil changes
ð Less frequent cleaning of heaters and other components
ð Shorter flushing and maintenance times during both minor and major shutdowns, etc.
Cost of avoided expenses – Year 1: 350,000 €
ð Dynamic flushing: 110,000 €
(estimated 8 days, including weekends and night shifts to ensure availability from an external flushing company, with no guarantee of a positive result)
ð Production downtime due to a system shutdown is estimated at 8 days – 250,000 €
ð Oil change: 11,000 €
Antara Solution First Year:
Temporary rental solution: 25,000 €
Reliability Improvement from Antara Groupe:
Investment in reliability improvements for the ATEX system: 65,000 €
Results:
For the past four years, there have been no recurring issues with the system's sustained cleanliness or rinsing performance.

SCIENTIFIC PUBLICATION
This case study is supported by Antara Groupe’s scientific research on MPC and Filter Patch analysis in varnish diagnostics.
Influence of Membrane Chemistry on Colorimetric Discrepancies in Varnish Diagnostics
Published in Tribology Transactions
“Thanks to Antara Groupe’s filtration and regeneration solution, we were able to resolve our lubrication issues without shutting down the equipment. The system remained fully operational during treatment, and the solution has now been in use for more than three years without any recurring issues. The oil remains clean, the equipment is reliable, and maintenance requirements have been significantly reduced. Thank you,”
, M. Desprez, Senior Rotating Equipment Specialist
, Large Refinery – France
")